Event Consultant: Lynn Clark
Event Description: Zig Zag Downtime
Event Location: Greensboro, NC
Problem Statement:
One of the Gluers has been running at ABC cartons per hour since it was relocated to Greensboro. When it was at the other plant, it was running at over DEF / hr and has an OEM nameplate capacity of XYZ / hr.
Team: David, Tracy, and Gill

Background:
Machine performance is tracked
Ideal performance is calculated based upon the blank Y + 0.75″ and belt speed
Performance data is provided to the management team daily
There was a previous RCFA Kaizen on the same finishers
Centerlines, Work Instructors, Leader Std. Work, CoF, and machine condition were ID’ed as key causal factors during the previous event
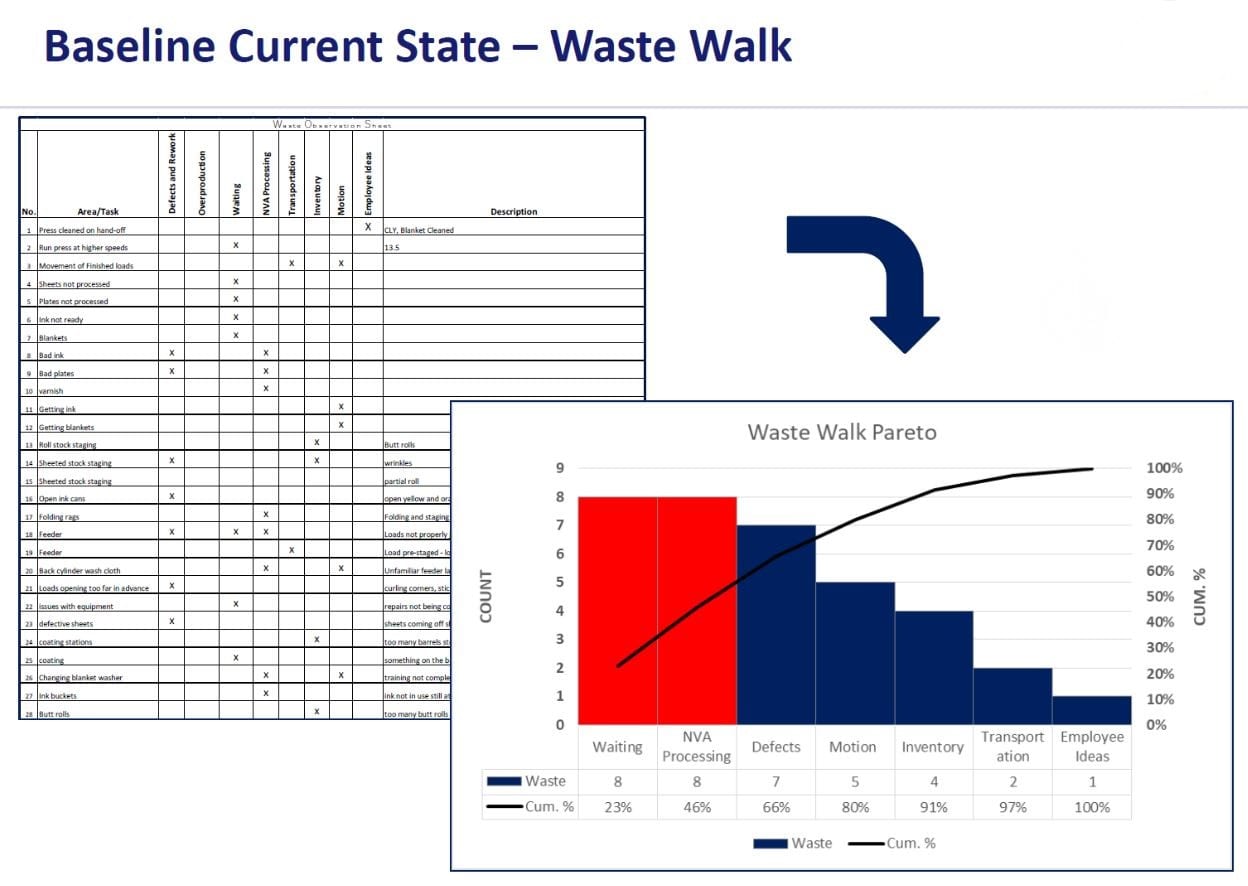
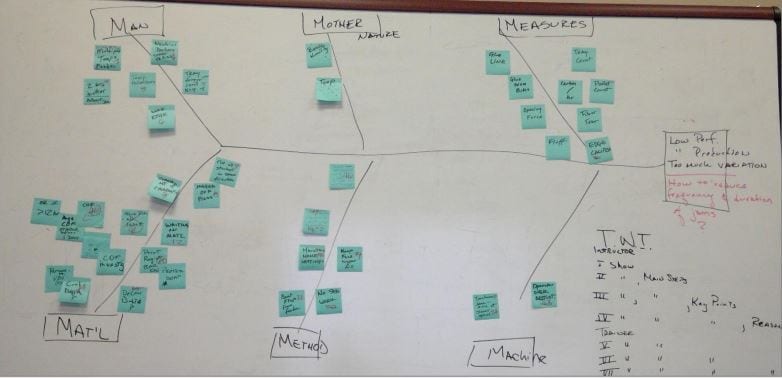
Fishbone:
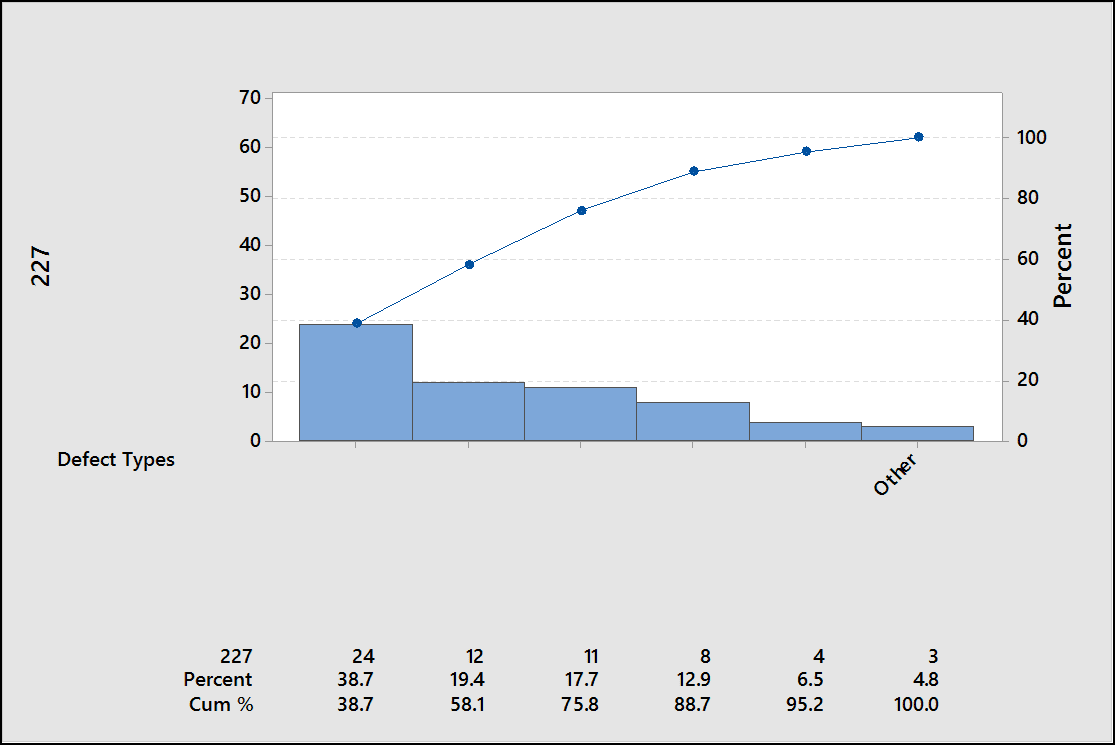
24 different sources of variation were identified which impact performance.

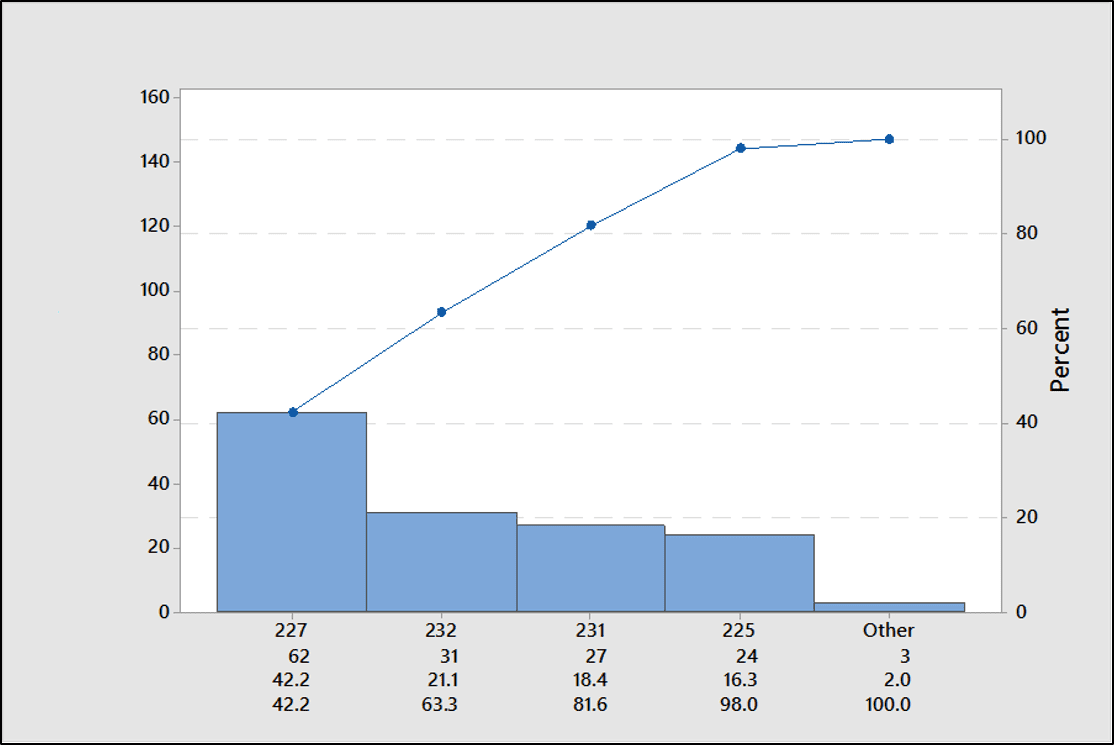
Prioritization:
The 24 sources of variation were consolidated into 4 improvement concepts: Operator Standard work/training (#1), WIP quality (#2), waiting on WIP (low occurrence), additional staffing (not considered).
The data supports that some operators perform better than others (based upon average Performance). It also shows that each operator has considerable variation job to job. Another issue stated by the team is that crews were following Centerlines but also said that some personnel changed the settings. Finally, everyone believes there is a direct relationship between the skill of the feeder and frequency of jams. The Feeder is a critical position due to the speed of the machine. It is recommended that new feeders start on slower machines until they gain competency.
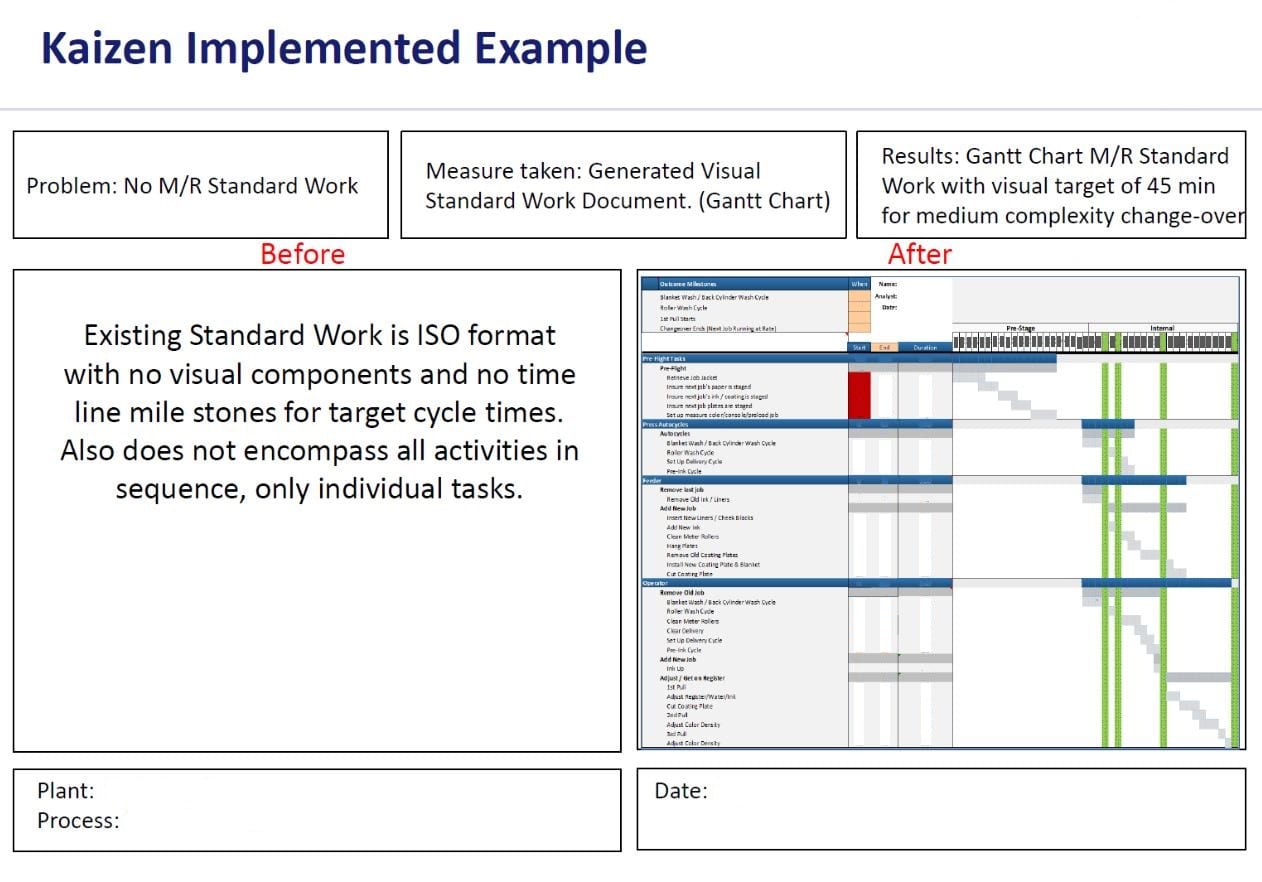
The leadership team was not aware of the existing Work Instructions for the other gluers which resulted in Work Instructions being modified. There was no record of the operators being trained, particularly for the feeder position. Therefore, a training plan was drafted. All operators will be trained on the feeder position before the end of February. Because operators modify the machines’ adjustments outside of the Centerlines, leader standard work will include periodic verification of Centerlines and feeder conformance to work instructions.
WIP Quality
Feeders are slowed down if the pallets are not stacked in proper orientation. Feeders are slowed down if the stacks are not flush on all sides. The press catchers were coached on the importance of building the pallets properly.


What is the Training Plan?
New feeders will receive initial training during orientation. This training will consist of watching the video and reading the Work Instructions. The on-floor training will be conducted one-on-one during operations, starting with the work instructions where the trainer will show how to feed, explain the main steps and key points, and provide reasons through several loading cycles. Then, the trainees will show how to do the work and to explain the main steps, key points, and reasons through several loading cycles.
Estimated Benefit
The two lines are currently running at about 70% performance
The improvements are projected to result in both Gluers running at 80% performance
 She’s the Finishing Queen!
She’s the Finishing Queen!