- tgg
- 3.29.2017
Consultant: Jorge Garcia
Event Description: 3P New Campus Layout
Event Location: Raleigh
Problem Statement:
Analyze the layout of the new campus to increase the probability to satisfy the forecasted company growth and improve production performance.
Background:
With an impressive YOY growth, this company decided to develop a new campus that will allow for continued growth, improve its production process and become a showcase for its customers.
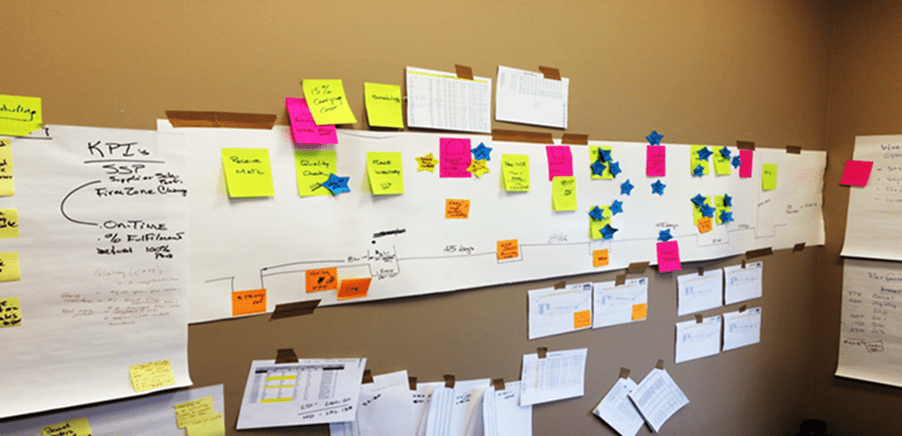
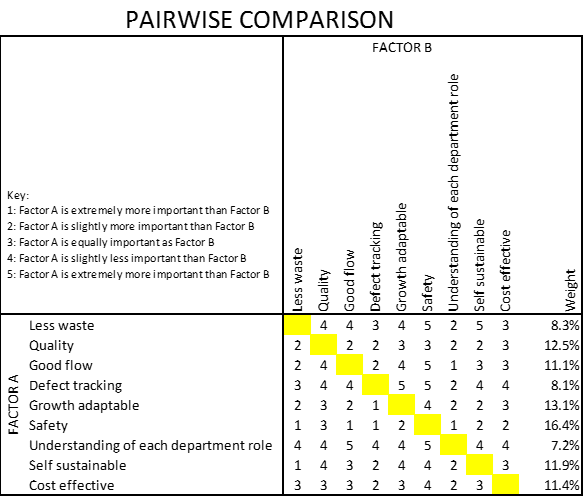
Success Definition – Methodology
A group of critical stakeholders were asked the question, “What should be achieved with the New Campus layout to be considered successful?”. Their answers were recorded and key words were listed as the Success Factors for the exercise.
Each Success Factor was compared vs the others to estimate their relative weight during the decision-making process. Growth (Capacity), Quality, Sustainability, Cost and Flow were the most important factors to consider after Safety.

Product Families – Methodology
- High level map
- Process analysis
- Product analysis
- Matrix created – products to process steps
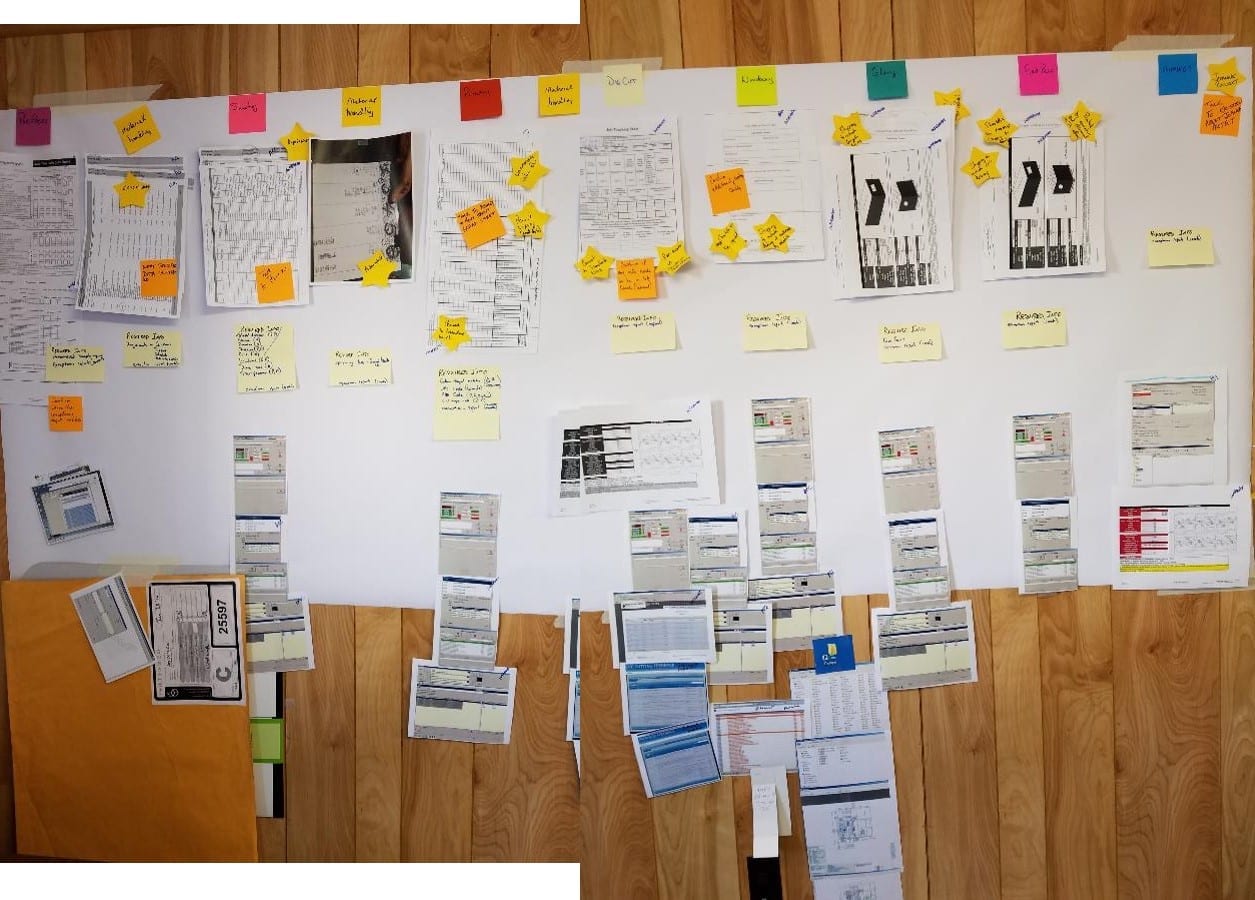
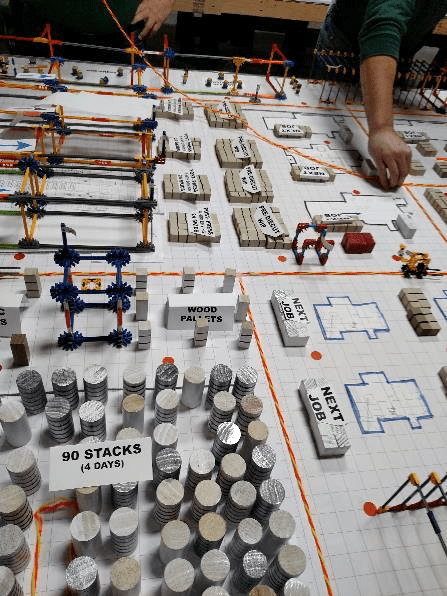
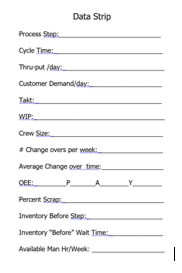
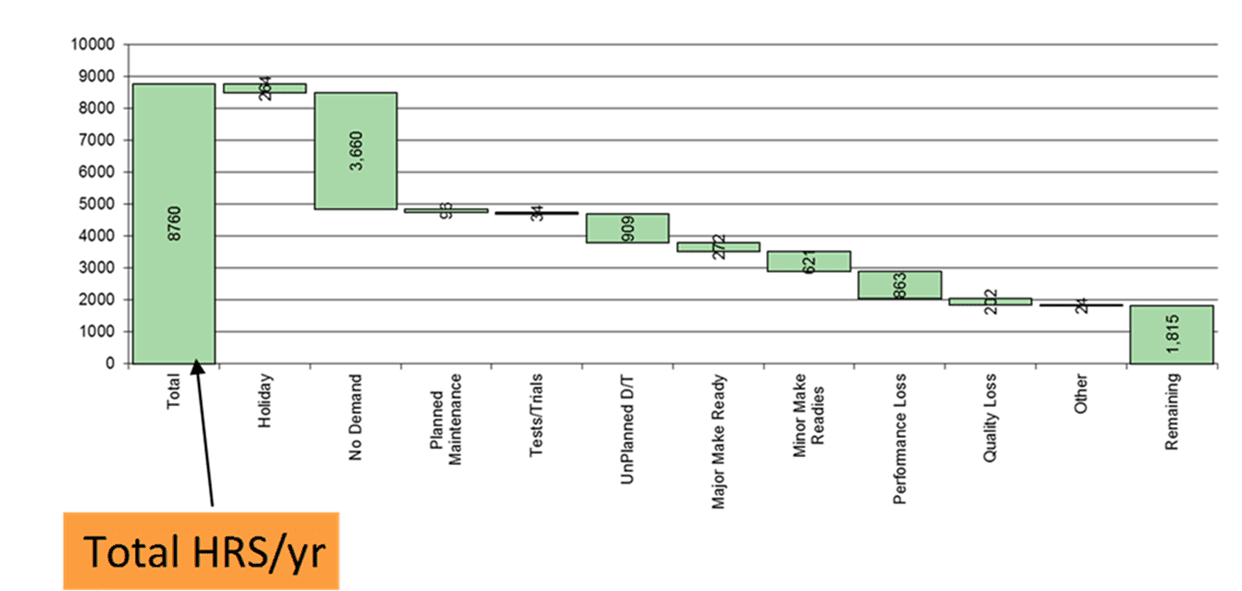
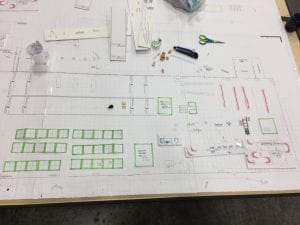
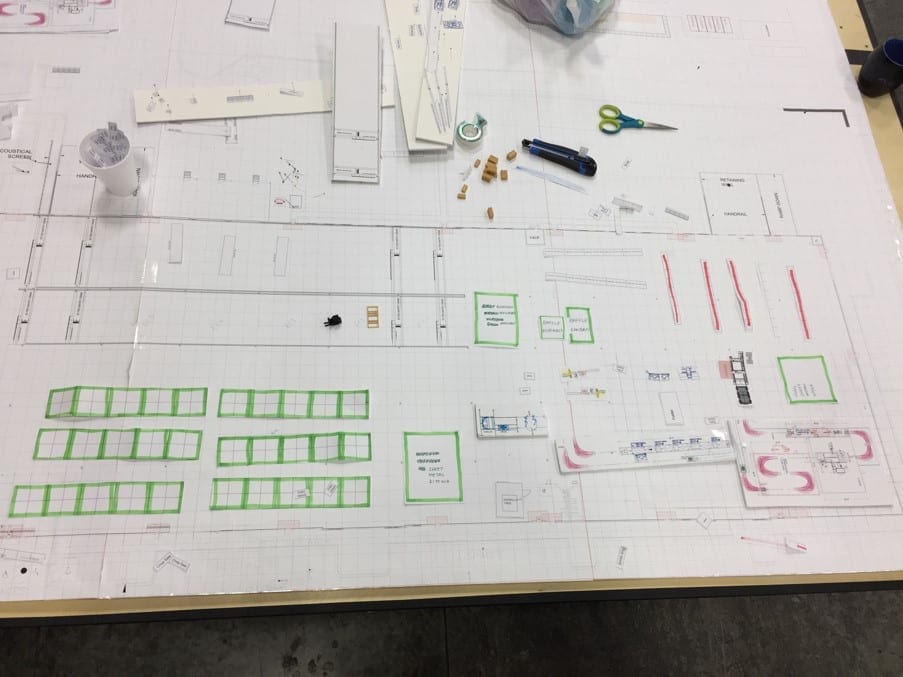
Baseline – Methodology
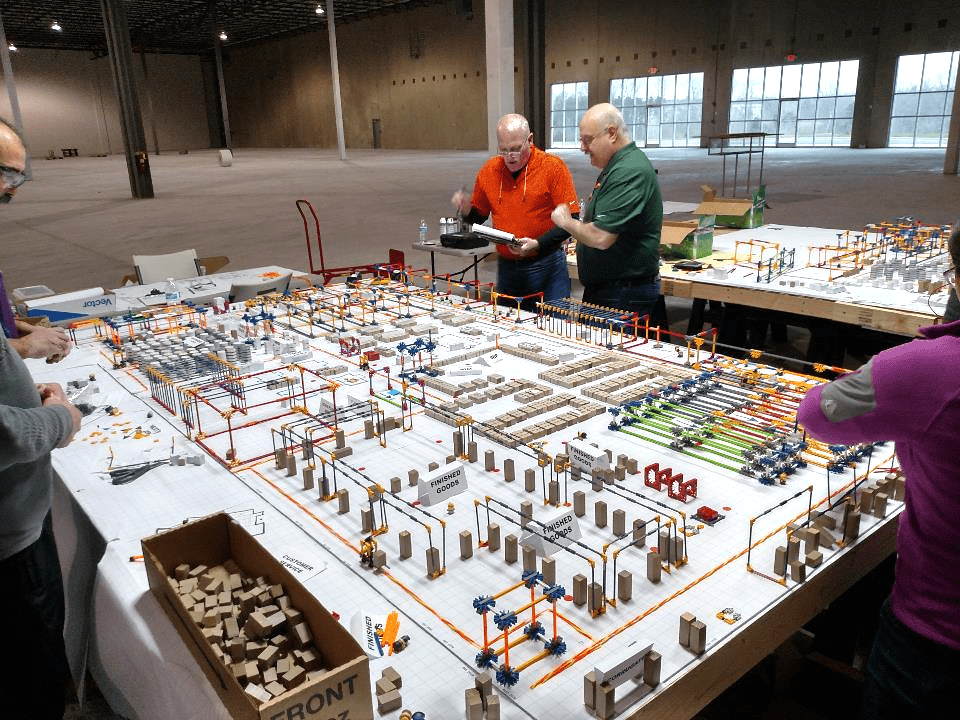
Create a graphical representation of the Current State Map (CSM). Using the new campus blueprint, CSM and the Product families, create a scale model of the manufacturing process. Gather baseline data, according to the initial plans for the new campus layout.
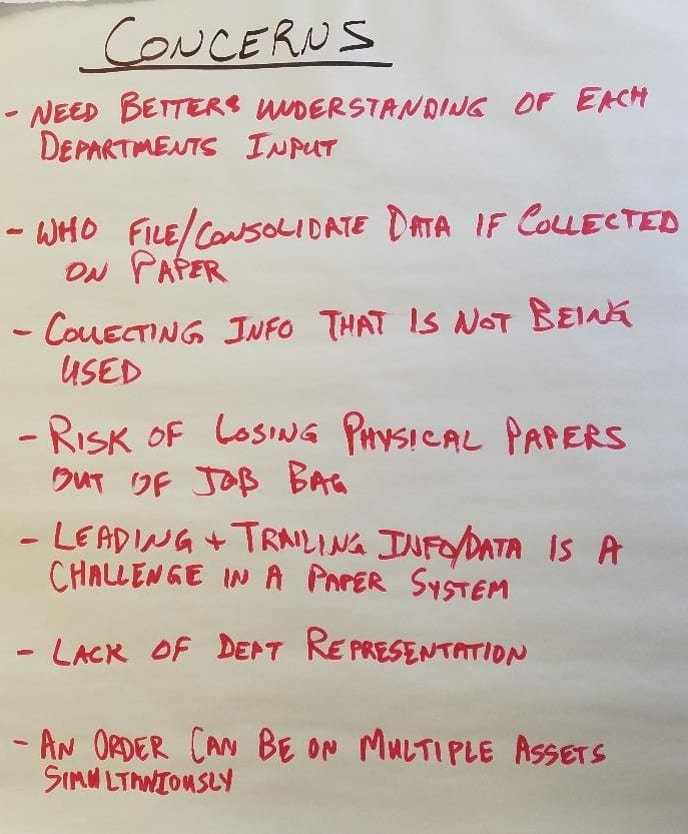
 Alternatives – Methodology
Alternatives – Methodology
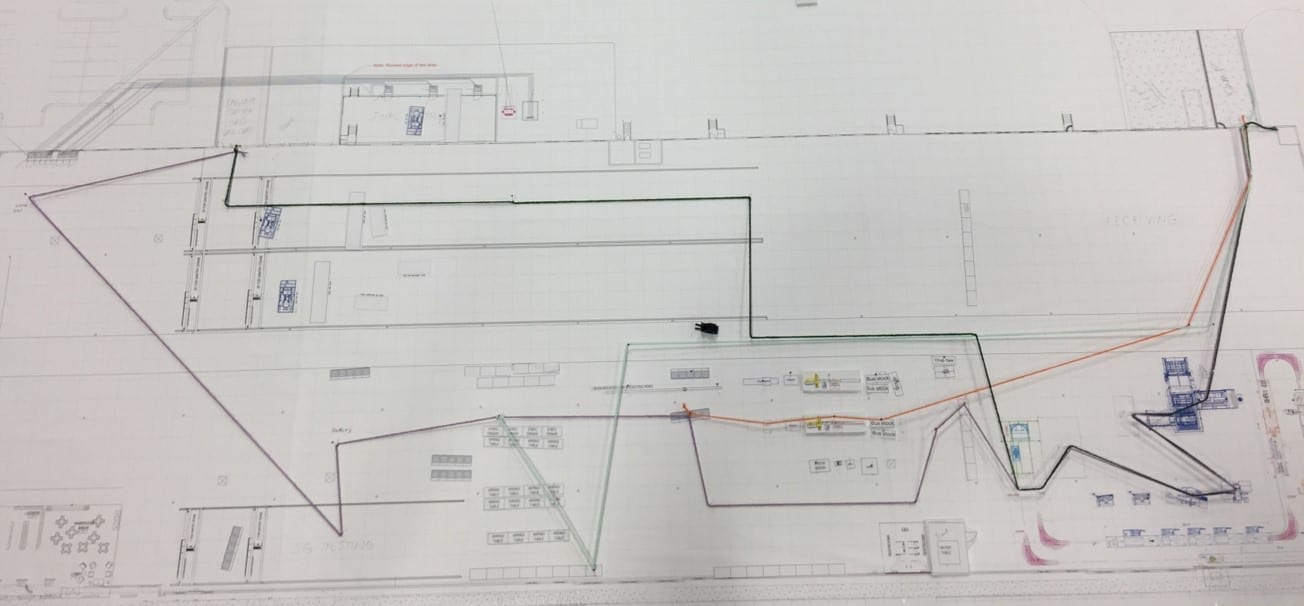
Create a list of Limitations, Options, Assumptions, Guidelines – brainstorm different layouts. A total of 8 layouts alternatives were created and evaluated.
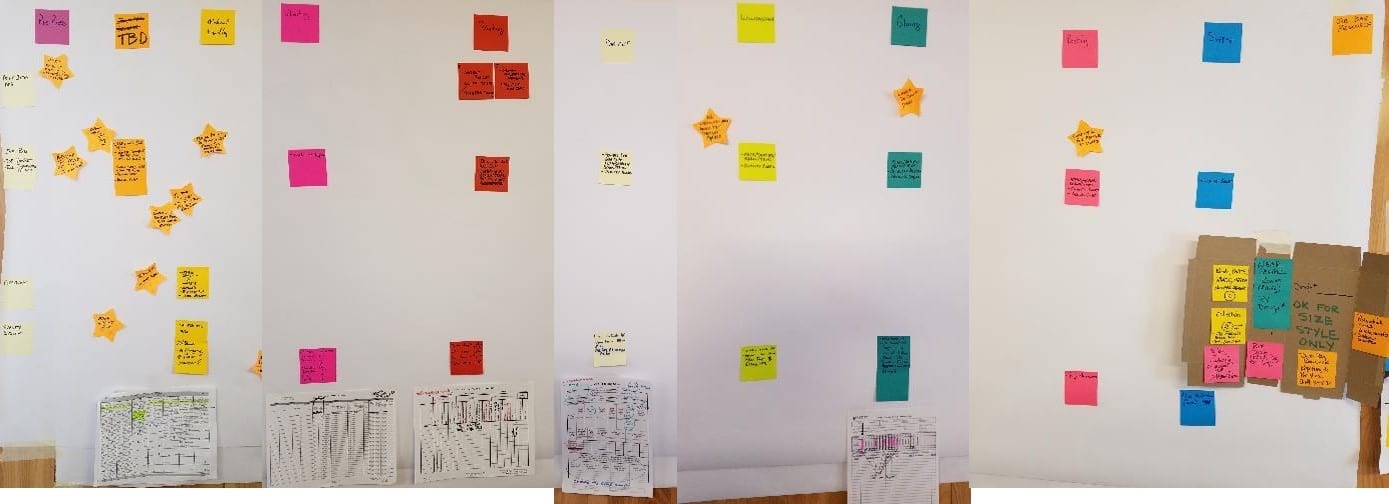
 Layout Selection – Methodology
Layout Selection – Methodology
- Evaluate each Layout Alternative vs the defined success factors.
- Select top 2 Layout Alternatives.
- Combine them by selecting the best of each model.
The next step was to create the best options for Single Place Flow work cells, four Mega Cell work cells and the assembly lines. The best option will be selected based on the initial criteria. Controversial perspectives were discussed and reevaluated.
Future Opportunities
Product standardization – Evaluate the possibility of de-customized some component of company’s products.
Value Stream Organizational Structure – Include Engineering, Solutions and Sales into the cross-functional teams.
Process Improvement:
- 5S
- Engineering and Design
- Visual Management
- Leadership Standard Work (LSW)